One of the most common problems in Oil and Gas Processing facilities is underperforming vapor / liquid separators. The most common types of gas-liquid separators are:
- Slug catchers
- Vessel / Finger-type
- “Conventional” separators
- Vertical / Horizontal
- Scrubbers (i.e. Compressor Suction Scrubbers)
- Gas “polishers”
- Coalescing Filters / Filter Separators
Underperforming separators generally result from either: 1. the wrong type of equipment was selected for the application, or 2. the correct type of equipment was selected, but the sizing methodology was inadequate. The type of separator required for an application depends largely on the gas-liquid ratio of the stream to be treated, and the flow variability of the process, as shown in Figure 1. As the flow variability increases with low to moderate gas-liquid ratios, the separator selection will move from a conventional separator to a slug catcher. For applications where there is a high gas-liquid ratio (i.e. very low liquid content), and the flow variability is moderately low, scrubbers and gas polishers would be the appropriate equipment selection depending upon the gas quality requirement for the treated stream.
![Figure 1. Gas-Liquid Separation Equipment Selection Map [1]](http://www.jmcampbell.com/tip-of-the-month/wp-content/uploads/2014/11/fig11.png)
Figure 1. Gas-Liquid Separation Equipment Selection Map [1]
![Figure 2. Troubleshooting Methodology [1]](http://www.jmcampbell.com/tip-of-the-month/wp-content/uploads/2014/11/fig2.png)
Figure 2. Troubleshooting Methodology [1]
This paper is focused on troubleshooting inadequate liquid removal from the gas for conventional separators (moderate to high liquid loads) and scrubbers (very low liquid loads).
A troubleshooting methodology is provided in Figure 2 [Reference No]. The problem, in this case, is too much liquid in the separated gas stream. In order to effectively troubleshoot separator performance, it is required to understand the metrics of good performance, and the functions and analysis of the various components of the separation equipment.
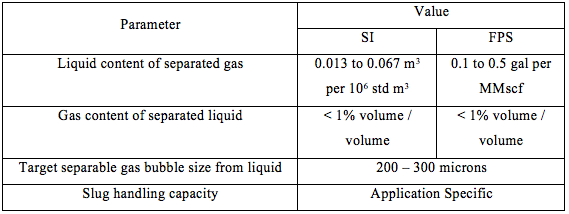
Typical performance metrics for separators are provided in Table 1. The specific performance requirements for a given separator are set by the sensitivity of the downstream process / equipment to the presence of liquids. For example, the product gas (sales gas) off of the cold separator in an NGL Extraction facility is sensitive to the presence of entrained liquids. The product gas can go off specification if there is too much carryover of liquids from the cold separator. On the other hand, the sensitivity of the downstream equipment from the facility inlet separator is much less, and the amount of liquids entrained in the gas is more tolerable.Table 1. Example separator performance metrics [1]
Separator Components
The main components of a separator, shown in Figure 3, are the feed pipe, inlet device, gas gravity separation section, mist extractor and the liquid gravity separation section. The gas/liquid separator components will be briefly discussed in regards to their effects on gas/liquid separation performance. These effects need to be understood and quantified in order to troubleshoot separator operations, and to identify modifications that can be made to improve performance. The liquid gravity separation section will not be discussed.
![Figure 3. Parts of a Conventional Separator [2]](http://www.jmcampbell.com/tip-of-the-month/wp-content/uploads/2014/11/fig31.png)
Figure 3. Parts of a Conventional Separator [2]
The inlet feed pipe sizing and geometry is important as it is desired to keep the multiphase flow pattern “stabilized” in the piping to minimize the production of small liquid droplets, and liquid entrainment into the gas phase. Figure 4 [2] shows the effect of feed pipe velocity on liquid entrainment. Figure 5 [2] demonstrates how quickly the liquid entrainment increases once the entrainment inception point is reached.
![Figure 4. Effect of feed pipe velocity on liquid entrainment [2]](http://www.jmcampbell.com/tip-of-the-month/wp-content/uploads/2014/11/fig41.png)
Figure 4. Effect of feed pipe velocity on liquid entrainment [2]
![Figure 5. Example of liquid entrainment behavior in a gas-liquid system [2]](http://www.jmcampbell.com/tip-of-the-month/wp-content/uploads/2014/11/fig51.png)
Figure 5. Example of liquid entrainment behavior in a gas-liquid system [2]
- Provide 10 diameters of straight pipe upstream of the inlet nozzle without valves, expansions/contractions or elbows.
- If a valve is required, only use full port gate or ball valves.
Inlet Device
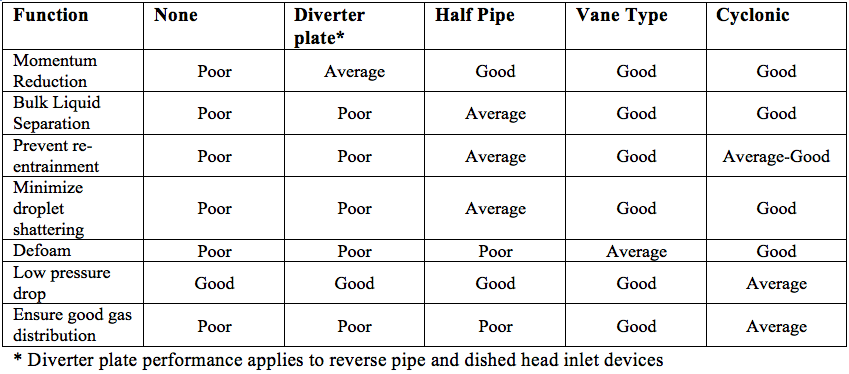
The main purpose of an inlet device is to improve separation performance. This is achieved by maximizing the amount of gas-liquid separation occurring in the feed pipe, minimizing droplet shearing, and optimizing the downstream velocity distributions of the separated phases into the separator. Schematics for inlet devices are shown in Figure 6. In large capacity, more critical separation applications, the vane-type and cyclonic inlet devices are commonly used. The simpler, and less expensive, impact (or diverter plates) are often used where the separation performance is less critical.
![Figure 6. Various separation equipment inlet devices [2]](http://www.jmcampbell.com/tip-of-the-month/wp-content/uploads/2014/11/fig61.png)
Figure 6. Various separation equipment inlet devices [2]
Table 2. Comparison of inlet devices [2]
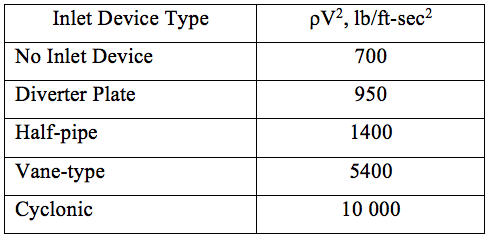
The inlet momentum (ρmV2m – density*velocity2 of the mixture) of the feed stream is typically used to select and size inlet devices. Table 3 provides the suggested upper limits of inlet momentum values. For conditions where it is not practical to avoid higher feed pipe velocities, it must be recognized that failure to do so will result in higher entrainment loads, smaller droplet sizes, and more difficult separation conditions.
Table 3. Inlet device ρV2 upper limits [3]
The quality of the flow distribution downstream of the inlet device is critical to mist extractor performance. Historically, tracer surveys have been used to provide an approximate indication of the continuous phase velocity within separators. In more recent years, the use of CFD (Computational Fluid Dynamics) has provided insight into the flow behavior of fluids, and has resulted in significant improvement in separator internals design. Separator performance is to a large degree dependent on the removal of droplets/ bubbles from the continuous phase. The efficiency of this removal is a function of the continuous phase velocity, thus the importance of understanding the factors that affect velocity profiles. Figure 7 provides an example of ideal versus actual gas velocity profiles within a separator.
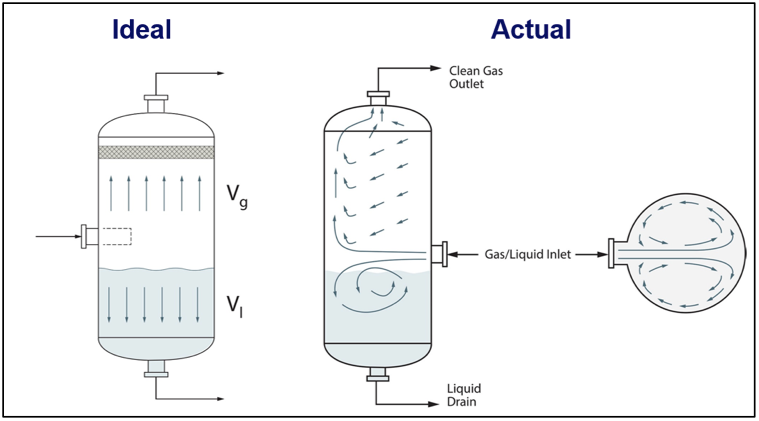
Figure 7. Ideal and actual gas velocity profiles [3]
The gas gravity separation section of a separator has two main functions: 1) reduction of entrained liquid load not removed by the inlet device, 2) improvement / straightening of the gas velocity profile.
Most mist extractors have limitations on the amount of entrained liquid droplets that can be efficiently removed from the gas, thus the importance of the gas gravity section to remove the liquids to an acceptable level upstream of the mist extractor. This is particularly important for separators handling higher liquid loads. For scrubber applications with low liquid loadings, the Ks value will be primarily dependent on the mist extractor type, and the gas gravity separation section becomes less important.
For the higher liquid load applications, there are two approaches for sizing the gravity separation section to remove liquid droplets from the gas: 1) Ks method, 2) Droplet settling theory.
Historically the Ks method has been employed as it can provide reasonable results and is easy to use, but has shortcomings in terms of quantifying separator performance. References 3-5 provide the details on the droplet settling theory methods which can be used to more accurately quantify separator performance. The Ks approach is limited in that it only informs of the average droplet size, but cannot quantify the amount of liquid droplets exiting the gas gravity section.
The Ks method (Equation 1) is an empirical approach to estimate the maximum allowable gas velocity to achieve a desired droplet separation.![]()
Where:
ρL = liquid density kg/m3 (lbm/ft3)
ρg = gas density kg/m3 (lbm/ft3)
Vgmax = maximum allowable gas velocity m/s (ft/sec)
KS = an empirical constant m/s (ft/sec)
Figure 8 provides the relationship of Ks values for various droplet sizes and separator operating pressures for the gas gravity section. Typically, a Ks value is selected that will achieve removal of all entrained droplets larger than a specified target droplet diameter in the original design of the separator. For conventional separators the target droplet diameter is typically 150 microns, and for scrubbers the target droplet size should not exceed ~500 microns. This correlation can also be used to determine the performance of the gas gravity section based upon current operating conditions. The separator Ks value can be estimated from the actual velocity and fluid conditions, and the droplet size removed in the gas gravity section can be estimated from Figure 8.
![Figure 8. Ks vs. pressure and droplet size for empty vessels [2]](http://www.jmcampbell.com/tip-of-the-month/wp-content/uploads/2014/12/fig8.png)
Figure 8. Ks vs. pressure and droplet size for empty vessels [2]
The mist extractor is the final gas cleaning device in a conventional separator. The selection, and design to a large degree, determine the amount of liquid carryover remaining in the gas phase. The most common types include wire mesh pads (“mesh pads”), vane-type (vane “packs”) and axial flow demisting cyclones. Figure 9 shows the location and function of a typical mist extractor in a vertical separator.
![Figure 9. Typical mist extractor in a vertical separator [2]](http://www.jmcampbell.com/tip-of-the-month/wp-content/uploads/2014/12/fig9.png)
Figure 9. Typical mist extractor in a vertical separator [2]
![Figure 10. Mesh pad examples [1]](http://www.jmcampbell.com/tip-of-the-month/wp-content/uploads/2014/12/fig10.png)
Figure 10. Mesh pad examples [1]
Table 4. Mesh pads summary of characteristics and performance parameters [1,4]
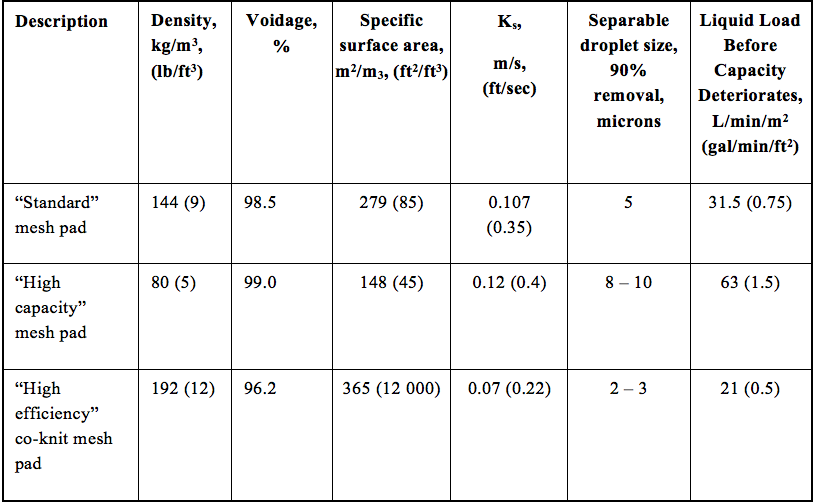
Notes:
- Flow direction is vertical (upflow).
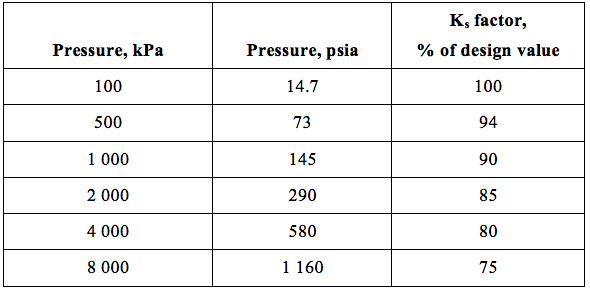
- Assume mesh pad Ks values decline with pressure as shown in Table 5. Table 5 was originally developed for mesh pads, but is used as an approximation for other mist extractor types. [6].
- If liquid loads reaching the mesh pad exceed the values given in Table 4, assume capacity (Ks) decreases by 10% per 42 L/min/m2 (10% per gal/min/ft2). [3-5].
- These parameters are approximate.
Table 5. Mesh pad Ks deration factors as a function of pressure [2]
Vane packs, like mesh pads, capture droplets primarily by inertial impaction. The vane bend angles force the gas to change direction while the higher density liquid droplets tend to travel in a straight-line path, and impact the surface of the vane where they are collected and removed from the gas flow. Figure 11 shows a schematic of a single-pocket vane mist extractor. Table 6 provides vane pack performance characteristics.
![Figure 11. Single-pocket vane schematic [2]](http://www.jmcampbell.com/tip-of-the-month/wp-content/uploads/2014/12/fig11.png)
Figure 11. Single-pocket vane schematic [2]
Table 6. Typical vane-pack characteristics [1,4]
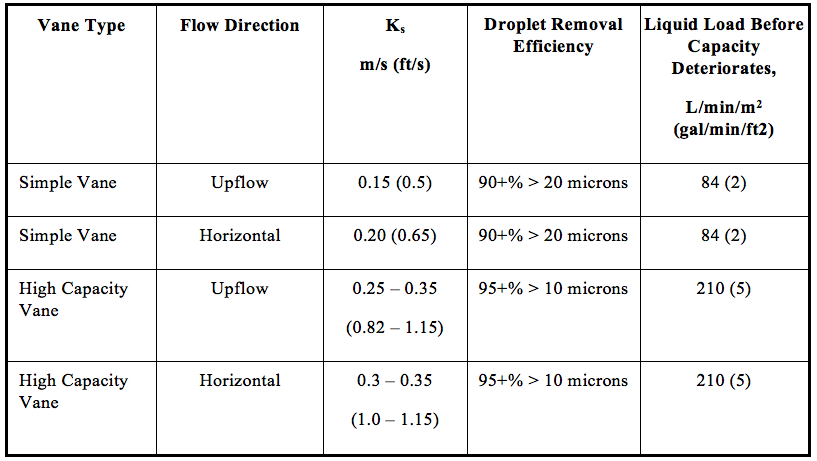
Notes:
- Assume vane-pack Ks values decline with pressure as shown in Table 5.
- If liquid loads reaching the vane pack exceed the values given in Table 4, assume capacity Ks decreases by 10% per 42 L/min/m2 (10% per gal/min/ft2). [3-5].
- These parameters are approximate only. The vane-pack manufacturer should be contacted for specific information.
In the case of demisting cyclones, the vendor should be consulted in regards to performance for the current operations of interest.
Troubleshooting
When troubleshooting a separator, one needs to quantify the acceptable performance of the separator in terms of the amount of liquids in the separated gas. The separator physical condition and design is then assessed to determine the liquid removal capability of the separation equipment installed. Each separator component should be analyzed in terms of the current operating conditions versus the original design specifications.
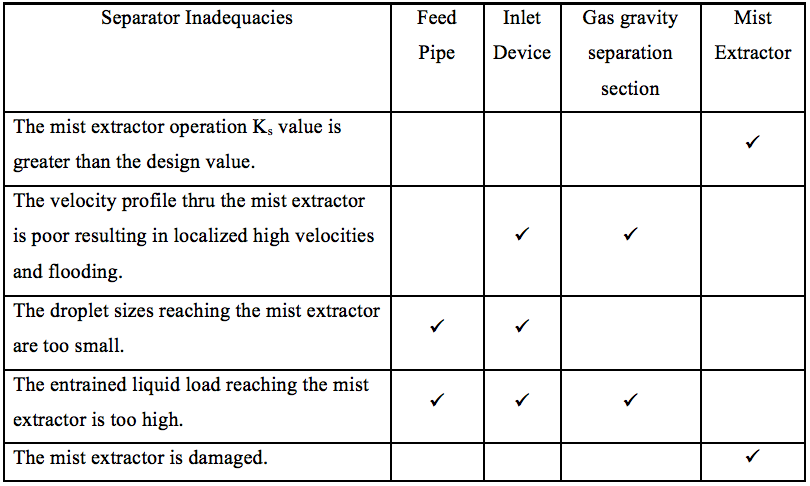
Table 7 provides a few common causes of inadequate liquid removal performance of a separator. The separator components that need to be reviewed are identified to determine the specific limitation. This table can serve as a road map for the calculations to work through when doing this type of analysis.
Table 7. Common conditions resulting in inadequate separated gas quality [1]
There are numerous options available to improve the performance of a separator depending upon what the cause for the poor performance is. Depending upon the size and construction of the separator, it may be possible to retro-fit the separator internals. Another option may be modification of the inlet feed piping geometry and number of fittings upstream of the vessel if this is found to be less than ideal. The inlet device may be damaged, or in the bottom of the vessel. Higher efficiency inlet devices may be an option for consideration. Frequently, different mist extraction equipment can be selected to improve performance. For example, if the mist extractor Ks value is greater than the original design, a different mist extraction device could improve performance. The separator internals modifications may or may not be possible without welding on the vessel (which adds additional complications and cost to the project).
The operating liquid levels should also be reviewed in terms of the distance of the normal operating liquid level in relation to the inlet feed device. If the liquid level is too high, the gas velocity from the inlet could be re-entraining liquids that were previously separated in the feed piping / inlet device. Unfortunately, in some cases the only way to improve performance is to cut rate (i.e. gas velocity) through the separator.
To learn more about troubleshooting separators and other production equipment, we suggest attending our PF-49 (Troubleshooting Oil and Gas Processing Facilities), or PF-42 (Separation Equipment Selection and Sizing) for more details on the selection and specification of separators.
By: Kindra Snow-McGregor
Reference:
- PF-49, Troubleshooting Oil and Gas Processing Facilities, Bothamley, M., 2014, © PetroSkills, LLC. All Rights reserved.
- Campbell, J.M., Gas Conditioning and Processing, Volume 2: The Equipment Modules, 9th Edition, 2nd Printing, Editors Hubbard, R. and Snow–McGregor, K., Campbell Petroleum Series, Norman, Oklahoma, 2014.
- Bothamley, M. 2013. Gas-Liquid Separators – Quantifying Separation Performance Part 1. SPE Oil and Gas Facilities, Aug. (22 – 29).
- Bothamley, M. 2013. Gas-Liquid Separators – Quantifying Separation Performance Part 2. SPE Oil and Gas Facilities, Oct. (35 – 47)
- Bothamley, M. 2013. Gas-Liquid Separators – Quantifying Separation Performance Part 2. SPE Oil and Gas Facilities, Dec. (34 – 47)
- Fabian, P., Cusack, R., Hennessey, P., Neuman, M. 1993. Demystifying the Selection of Mist Eliminators, Part 1: The Basics. Chem Eng 11 (11): 148 – 156.

Please put me on your eail list
Very insightful article!
Thanks a lot
Wil je een afvalcontainer huren? dan zit je hier goed. Snel, goed en goedkoop!
Interesting.
BTW, (rho) v^2 is called momentum criterion, not momemtum, which is (rho) v.
Hey there! Would you mind if I share your blog with my zynga group? There’s a lot of folks that I think would really appreciate your content. Please let me know. Cheers
Please include me on email list. Thank you.
Please add me to your email list.
Notify me of new posts by email
Thanks on your marvelous posting! I actually enjoyed reading it, you’re a great author.I will remember to bookmark your blog and definitely will come back someday. I want to encourage yourself to continue your great work, have a nice morning!
[…] the December 2014 tip of the month (TOTM) [1], we discussed troubleshooting of gas-liquid separators for removal of liquids from the […]
It’s indeed an Amazing Compilation to become a Great piece of Work! First time, as a Chemical Engineer, I come across such a Beneficial Article on Separators, Many Many Thanks to you, pl. keep sharing such Good Works with us.
And pl. include me in your Mailing List.
Have a Nice Day.
Best of My Regards,
Soumen
Admiring the commitment you put into your site and detailed information you present. It’s awesome to come across a blog every once in a while that isn’t the same old rehashed information. Great read! I’ve bookmarked your site and I’m including your RSS feeds to my Google account.
i would like joint the petro skills
[…] Snow–McGregor, K., http://www.jmcampbell.com/tip-of-the-month/2014/12/troubleshooting-gas-liquid-separators-removal-of-… […]
[…] PetroSkills’ May 2015 tip of the month (TOTM) [2] discussed the efficient operation of molecular sieve dehydration units. Specifically, it […]
Hi, I’ve had REAL trouble fidning a theme that fit me and Esplanade was right up my ally.But I do have a wish, or a request if you may. It would be really nice if there were a few more colour-schemes to choose from. Not saying it needs to go garish, it’s a classy theme that’s the whole point. But it tends to get a bit bland.Just a fan suggesting improvements. =)//Becca
That’s a sharp way of thinking about it.
IJWTS wow! Why can’t I think of things like that?
hallo,i’m verry interesrt for this plguin. But, i really need field of upload for photos profile. Please add it to this plguin. I hope it can added in short time, thank you very much
In other words, how do i search for blogs that fit what I want to read about? Does anyone know how to BROWSE through blogs by subject or whatever on blogger?.
Throughout the grand pattern of things you secure an A+ just for effort and hard work. Where you confused me ended up being on your particulars. As it is said, the devil is in the details… And that couldn’t be more true right here. Having said that, permit me say to you what exactly did deliver the results. Your text is actually quite engaging which is possibly why I am making the effort in order to comment. I do not make it a regular habit of doing that. Secondly, although I can easily see the leaps in logic you make, I am definitely not sure of just how you appear to unite the details which inturn help to make your final result. For right now I shall subscribe to your position however wish in the foreseeable future you actually link the facts better.
With havin so much content do you ever run into any issues of plagorism or copyright violation? My site has a lot of unique content I’ve either written myself or outsourced but it appears a lot of it is popping it up all over the internet without my agreement. Do you know any solutions to help stop content from being ripped off? I’d definitely appreciate it.
hello sir.
I need to design AMMONIA FLASH TANK SEPARATOR
Hello sir
i need to design AMMONIA FLASH TANK SEPARATOR for ammonia production plant.. so can you please help me by suggesting any reference where i can get all the steps to design a whole new flash tank
[…] May 2015 tip of the month (TOTM) [1] presented a method which allows the users to estimate the decline of their adsorbent […]
awesome sir….
Hi there
I would like to get the citation of this article, could you please guide how can do it as I could not find it in the google schooler
kind regards
Munir
very informative,many thanks dear
Hello there, You have done an incredible job.
I’ll certainly digg it and personally recommend to
my friends. I’m confident they will be benefited from this website.
Superb blog! Do you have any recommendations for aspiring writers?
I’m planning to start my own site soon but I’m a little lost
on everything. Would you propose starting with a free platform like WordPress or go for a
paid option? There are so many options out there that I’m completely overwhelmed ..
Any recommendations? Kudos!